






لکه څنګه چې موږ ټول پوهیږو، د عصري ماشینونو جوړولو صنعت کې، تصدۍ د اړتیاوو پراخه لړۍ لري.ځانګړي ماشین وسیلې. عموما، د عادي برمه کولو ماشینونه د لوړ کار شدت، ټیټ ځانګړي فعالیت، ټیټ تولید او د دقت هیڅ تضمین نلري؛ پداسې حال کې چې ځانګړي څو سوراخد برمه کولو ماشینونهاسانه دي، د کار خوندي کول، د ماسټر کولو لپاره اسانه دي، او د عملیاتي غلطیو او ناکامیو سره مخ نه دي. دوی نه یوازې د کارګر ستړیا کمولی شي ، او د کارګرانو او برمه کولو ماشینونو خوندیتوب ډاډمن کړي. دا خوندي دی او کولی شي د برمه کولو ماشین تولید هم ښه کړي. د ساینس او ټیکنالوژۍ په دوامداره پرمختګ سره،ځانګړي برمه کولو ماشینونهپه پراخه کچه په تولید کې کارول کیږي. په بل عبارت، څومره چې تخصص قوي وي، په هماغه اندازه ښه شرکت کولی شي د خپلو محصولاتو کیفیت تضمین کړي. له همدې امله ، د ځانګړي ماشین وسیلو کارول د تصدیو په سیالۍ کې خورا مهم رول لوبوي.

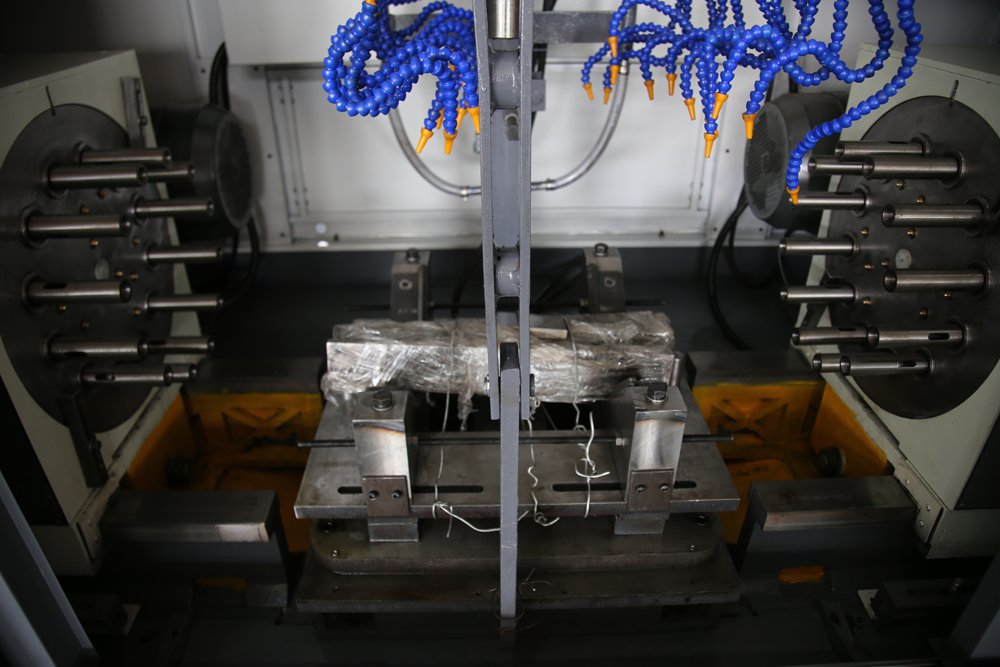
دد څو سوراخ برمه کولو ماشینزموږ د فابریکې لخوا تولید شوي په ځانګړي توګه هدف دید والو صنعت. دا کولی شي ټول ډولونه درک کړيد دروازې والوز, تیتلی والوز, د کنټرول والوزاو نور والوز. د کاسټ فولادو یا کاسټ اوسپنې څخه جوړ شوي درې یا دوه اړخیز فلینګونه کیدی شيډرل شوی او ټپ شویپه ورته وخت کې. د والو په موثریت کې د حیرانتیا زیاتوالي سربیره ، د غوښتنلیک نورې اصلي ساحې ، لکه د پمپ باډي پروسس کول ، د آټو پرزو ، انجینرۍ ماشین او نورې برخې هم د پای سوري ، مینځني سوري ، ټیپر شوي سوري او په ورته وخت کې د برمه کولو لپاره کارول کیدی شي. په ورک پیس کې کروی سوری. د سوراخ پروسس کول. څو-سوري ډرلد هیدرولیک او شمیري کنټرول سیسټم عملیات دوه طریقې لري، کوم چې کولی شي اتومات، لوړ دقیقیت، څو ډوله، او ډله ایز تولید احساس کړي.
د کارولو پرمهال ځینې احتیاطي تدابیر هم شتون لريڅو سوراخ تمرینونه. موږ د دې لپاره لاندې لنډیز جوړ کړی دی:
1) د ډرل بټ باید په انفرادي ډول تنظیم او بسته شي، او دا باید د ترانسپورت په جریان کې په کلکه سره تنظیم شي ترڅو د کمپن او ټکر څخه مخنیوی وشي.
2) د ډرل بټ قطر اندازه کولو لپاره، د غیر تماس اندازه کولو وسیله لکه د مایکروسکوپ وسیله وکاروئ ترڅو د میخانیکي تماس له امله ټپي کیدو څخه مخنیوی وشي.
3) دڅو-سپندیل برمه کولد بریښنا سر باید د کارونې پرمهال د برمه کولو ټیمپلیټ موقعیت کولو حلقه وکاروي ، نو پدې توګه په سپینډل کې نصب شوي د ډرل بټ اوږدوالی باید د مطابقت لپاره تنظیم شي. ملټي سپینډلد برمه کولو ماشینونهدې ټکي ته باید ډیر پام وشي، نو د هر تکه د برمه کولو ژوروالی باید متفق وي.
4) د ډرل د قطعې څنډې اغوستل چیک کړئ.
5) دد څو سوراخ برمه کولو ماشینباید په منظمه توګه د سپینډل او چک متمرکزیت چیک کړئ. ضعیف متمرکزیت به د کوچني قطر تمرینونه مات کړي او د سوري قطر زیات کړي. ضعیف کلیمپینګ ځواک به د دې لامل شي چې اصلي سرعت د ټاکل شوي سرعت سره متناسب وي. د ډرل بټونو ترمنځ به سلیپ وي.
6) په چک کې د ملټي هول ډرل بټ کلمپینګ اوږدوالی د ډرل شینک قطر له 4 څخه تر 5 ځله پورې دی ترڅو په کلکه بند شي.
7) تل تکیه وګورئ. اصلي شافټ د برمه کولو پرمهال د مات شوي تمریناتو او جزوي سوري مخنیوي لپاره نشي ځړیدلی.
8) د ملټي هول ډرل په کاري بینچ کې د موقعیت سیسټم په کلکه موقعیت لري او فلیټ ایښودل شوی ، کوم چې د ډرل بټ ژوند اوږدوي او د تولید لګښت او لګښت کموي. د زیاتې پیسیدو اغیز ضد دی.


د پوسټ وخت: نومبر-20-2021